15516900317
微信同號(hào),歡迎咨詢(xún)
15516900317
微信同號(hào),歡迎咨詢(xún)
鍛壓工廠在選擇好合適的鍛壓設(shè)備之后,往往對(duì)于模具的安裝有很多疑問(wèn),其實(shí)不同的鍛壓設(shè)備模具安裝有不同的安裝方式。
模具的正確安裝,不僅是獲得合格鍛件的保證條件之一,而且對(duì)模具壽命、設(shè)備精度、生產(chǎn)安全、流動(dòng)效率等都是十分重要的。
壓力機(jī)模鍛時(shí),鍛模一般是裝在模座里的,模座上設(shè)有導(dǎo)向部分,以保證鍛模配合精度。安裝模座時(shí),應(yīng)保證滑塊導(dǎo)向和模座導(dǎo)向的一致性和協(xié)調(diào)性,以防止導(dǎo)向部分的偏向磨損。
生產(chǎn)過(guò)程中,應(yīng)經(jīng)常檢查模座導(dǎo)向部分是否配合正常,并及時(shí)進(jìn)行調(diào)整。錘上模鍛時(shí),依靠楔鐵將上、下鍛模的燕尾部分緊固在錘頭和下模座上,其貼合平面起傳遞力的作用。在打緊楔鐵的過(guò)程中,應(yīng)同時(shí)用錘頭帶動(dòng)上模輕擊下模,才能使鍛模易于緊固。
錘用模鍛,為了安裝。調(diào)整方便,一般均設(shè)有鎖扣。這種鍛模在安裝時(shí)必須仔細(xì)調(diào)整鍵塊,以保證錘頭導(dǎo)向和鍛模導(dǎo)向的一致性和協(xié)調(diào)性。
由于鍛模長(zhǎng)度的不一致,每套鍛模燕尾與錘頭及下模座燕尾槽的貼合面也就不一致(包括上、下接觸面和側(cè)面)。長(zhǎng)期使用較短尺寸的鍛模,會(huì)使錘頭、下模座與鍛模燕尾相貼合的面發(fā)生變形和凹陷。以致在安裝較長(zhǎng)的鍛模時(shí),貼合面處出現(xiàn)間隙,應(yīng)及時(shí)對(duì)壓力機(jī)錘頭和下模座進(jìn)行修理。并應(yīng)選用材質(zhì)較優(yōu)的合金鋼制造錘頭和下模座,并經(jīng)熱處理或表面犟強(qiáng)化,使其硬度比鍛模安裝部分硬度要高一些。
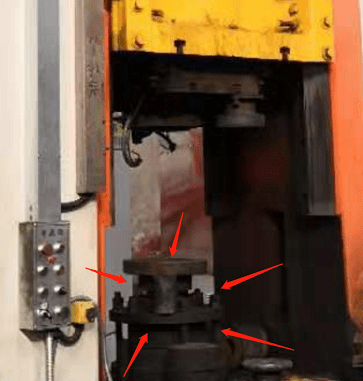
華隆鍛壓機(jī)上的模具指示圖
一般來(lái)說(shuō),壓力機(jī)模鍛模具的穩(wěn)固性要比錘上的好,但是做好充足的工作,加上平時(shí)的保養(yǎng)維護(hù)檢查,模具的正確安裝難度不大。
系華隆")
河南省 鄭州市?新密 開(kāi)陽(yáng)路南段60號(hào)
779364027
haloong@haloong.com
0371-60121717
") 微信咨詢(xún) 關(guān)注公眾號(hào)
微信咨詢(xún) 關(guān)注公眾號(hào) 在線(xiàn)咨詢(xún)
熱線(xiàn)電話(huà)
微信咨詢(xún)